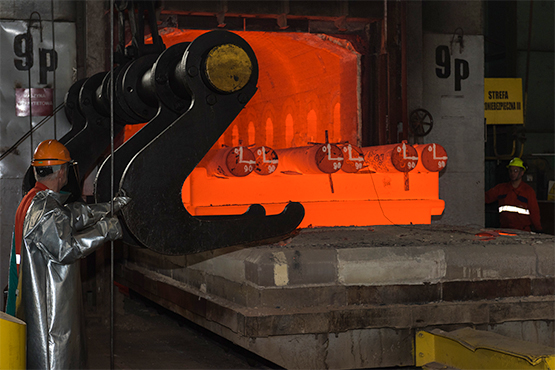
HEAT TREATMENT SHOP
Our Heat Treatment Department implements the basic processes of thermal treatment. We can handle parts from 0, 5 m long as well as single pieces up to 17,0m length. We can performed the following heat treatment operations:
Horizontal or vertical normalizing
This operation consists of heating steel above the transformation temperature range, holding at temperature and then cooling in air.
Soft annealing
During this operation the steel is heated to a temperature above its critical range, hold at that temperature to allow full recrystallization, and then slowly cooled through the critical range.
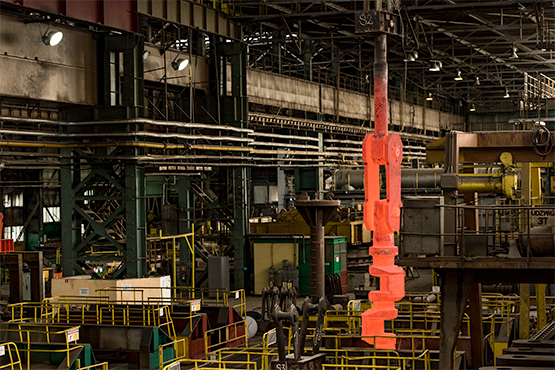
Water and oil quenching
This operation is done by rapid cooling of a heated product generally by immersion in liquids. Quenching is always followed by a temper to increase ductility.
Horizontal or vertical tempering
This process is perform after quenching or normalizing. The piece is heated to a temperature which is below the critical temperatures and then cooled down at an appropriate rate.
HEATING FURNACES:
17 Chamber gas furnaces with: 12 car-bottom furnaces and 5 with fix bottoms. Max dimensions: L(m) 13,0; S(m) 2,8; H(m) 2,4
3 Muffle gas furnaces with mobile muffles between two bottoms. Max dimensions: L(m) 13,0; S(m) 4,0; H(m) 2,7
3 vertical furnaces: 1 electric and 2 gas furnaces. Dimensions: H(m) 20,0; øD(m) 2,0
Pit furnace. Dimensions: H(m) 20,0; øD(m) 6,0
Furnaces meet the requirements of API 6A regarding the temperature uniformity in working zone.
QUENCHING TANKS:5 water tanks with capacity from 90m3 up to 350m3 equipped with heating and cooling central system
6 oil tanks with capacity from 90m3 up to 310m3 equipped with heating and cooling central systems
3 band saws which can cut forgings 1800mm wide
2 Brinell hardness testing machines with a testing range up to 1680mm