PRESS SHOP
Our forging tradition began 200 years ago, making us one of the oldest forges in the world.
The forge shop is a key step in our production chain. We have experienced and skilled forge workers who have mastered the art of forging products up to 25 meters and 95 tones in size.
Our knowledge of forging allows us to be a reliable and flexible supplier of complex requests.
In-house, the pieces are primarily transported by the means of overhead cranes with lifting capacities from 30 tons up to 160 tons.
The process of forging contains a few stages:
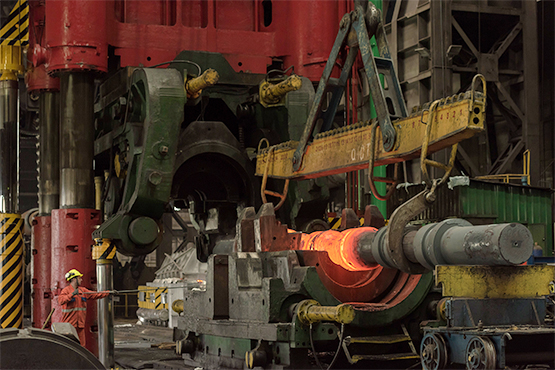
Ingot reheating
In order to start the forging process ingot must be preheated to desired temperature, which is about 1250 C.
Upsetting
This operation is performed in order to reduce the ingot height. During this stage, the cylindrical billet gains a form of a barrel.
Cogging/Drawing
In order to prepare part for main forging process the shape must be change. Using the manipulator, which held the starting stock, the material is pressed between dies to obtain desired form.
The main forging presses include:
Drawing out or reducing the cross-section of an ingot or billet to lengthen it
Upsetting or reducing the length of an ingot or billet to a larger diameter
Preliminary heat treatment
After the forging process, each piece undergoes the preliminary heat treatment.
This process ensures normalization of the structure, obtain a suitable grain size and remove the stresses caused in the process of forging.
The temperature of the furnace depends on steel grade.
Finishing and measurement
This is the last step in Press Shop. All forge pieces are measured, cracks are grinded and all handles are cutting off.
Three hydraulic presses: 20 MN, 32 MN and 80 MN
Forging manipulator for 20 NM and 32 MN presses
TR devices for each press enabling forging of continuous grain flow crankshafts
21 gas fired forging furnaces controlled by computer including 3 for heating the crankshafts for TR forging
19 gas heating furnaces for preliminary heat treatment
Furnaces meet the requirements of API 6A regarding the temperature uniformity in working zone.